经过2年的技术探索,汉威激光终于在全生产线采用了自主开发的自动化激光焊接设备,将低温液态合金散热技术应用在全系产品。至此标志着汉威激光为RGB激光显示技术铺设了散热“高速公路”,使其RGB激光产品的自动化、集成度、可靠性、长寿命等指标迈向更高的一个台阶。
下面就带大家参观一下汉威激光散热的“高速公路”。
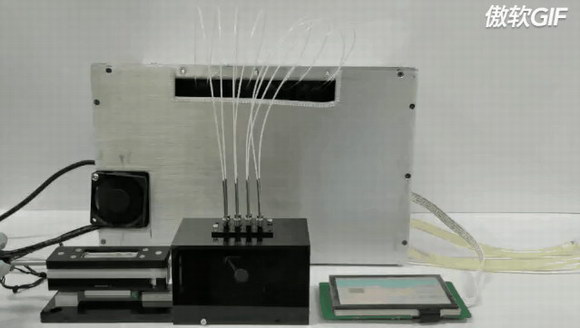
首先看看我们的自动化激光焊接设备,它如同建设高速公路的重型机械,所谓砍柴还需快刀。我们的激光焊接设备在大幅度提高生产效率的同时,让产品生产的一致性和可靠性也得到了强有力的保证。
接下来看看我们的低温液态合金技术。它如同高速公路的基石,地基打的牢,路面才能铺的宽。低温液态合金取代了传统的导热硅脂,使得导热能力提升了10倍有余,相当于散热由原来的单车道,变成了10车道,车速根本慢不下来。

放在热水里就能融化的低温合金
当然了我们基于液态合金技术的互耦镶嵌的光学和结构设计,让RGB光学模组体积更加紧凑,同时去掉了诸多不必要的连线,为“风”留出更多的空间,让设备不但有一体化的外观,打开机壳内部也依然规整。这如同为高速公路铺设了高架桥,不仅车道宽,而且路面直,再也没有九曲十八弯。
看看我们的流量明星科视 Christie CP2306-RGB/C、科视 Christie CP2308-RGB/C及科视 Christie CP2310-RGB/C产品,这三款产品正是2019年汉威激光与科视联合推出全新RGB激光数字放映机。



光源和热管理系统体积大大缩小,即插即用的电路设计,去掉了杂乱的连线,内部布局整齐规整,宽阔的空间,让“风”畅通无阻,光源可靠性更强,环境适应性更好,噪音更低。
“高速公路”背后的故事
厂家总是敝帚自珍,王婆卖瓜,消费者心里还是不踏实。所以我们还要剥茧抽丝,走进技术层面讲讲“高速公路”的实现原理。
首先说说“高速公路”的车道宽窄。
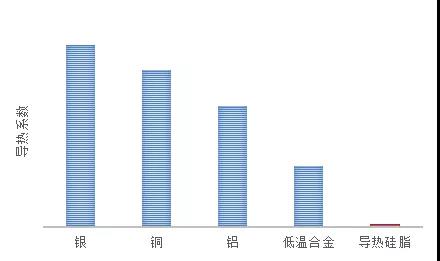
有一个名词,叫做导热系数,它是衡量“散热公路”宽窄的物理量。它的单位是W/m.k,是指在稳定传热条件下,1m厚的材料,两侧表面的温差为1度(K,℃),每秒钟,通过1平方米面积传递的热量,单位为瓦/米・度 (W/(m・K),此处为K可用℃代替)。简单理解就是一条马路同时并排可通过多少辆车,是衡量散热通道好坏的标准。
大家都知道,银,紫铜,铝都是热的良导体,导热系数高,可以看成是20甚至30车道的”散热高速公路“,因此普遍应用在散热器件上,如散热翅片、水冷排等等。
由于结构的限制,产品中这些散热材料不可能是一体的,需要拼接使用,一旦做”高速公路“的拼接,你会发现,糟了!车道急剧变窄,仿佛在20车道的高速公路连接处只留了一个人工收费口,而且还经常找不开零钱。这就是产品世界里悲催的现实。此刻你脑海中高速公路上汽车排队长龙的画面是否油然而生?
为什么高速公路一对接就会出问题呢?能不能取消高速收费站呢?(多么美好的幻想!)
原因出在这里,金属表面并不是理想的平面,如果放大了看金属表面是这样的。

当两个金属对接的时候是像下图一样的。你看金属直接接触金属的位置很少,没有接触到的位置是空气隙。封闭空气的导热系数是铜、铝等导热材料的几千分之一。如果直接使用这种散热方式,那相当于收费站没人上班的节奏啊。

怎么办呢?
大家开始想到的办法就是在两个表面的“缝隙”里填充导热硅脂,导热硅脂是牙膏状的,很容就把缝隙填满,虽然它的热导率低,但是它可以增加两种金属表面的接触面积。这个时候只有一个口的收费站终于上班了。
那么能不能采用焊接的方式,在金属表面的缝隙中填满热导率极高的金属呢?当然可以了,但是在激光投影行业中这么做却有技术挑战。因为在激光投影行业里要焊接在一起的两种金属其中一种金属与激光二极管连接在一起,将两种金属焊接在一起的时候高温会将激光二极管损毁。这就是我们幻想取消高速收费站的节奏。
这时候,低温液态合金来了,它说:我们不需要取消收费站,但是我们可以多开几个收费窗口,收费窗口也不需要人工了,改成ETC吧。开多少窗口?十几个吧!好,就这么定了。
因此汉威激光开发了低温液态合金的焊接技术,这种低温焊接材料的焊接温度低,不会影响激光二极管的寿命,同时其热导率是普通硅脂的几十倍,大大提高导热能力。
如此一来,相同的耗电情况下,与传统的散热方式相比,激光器的温度可以降低10~20℃。要知道,每降低7~10℃电子产品的寿命能提高一倍,这就是电子产品中有名的7/10度法则。因此大家就知道这个“高速公路”的优势了吧。
 0
0